гААгААжЬђжЦЗйЗЗзФ®еЈ•жОІж©�(jƒЂ)еЃМжИРе£УйСДж©�(jƒЂ)зЪДжОІеИґз≥їзµ�(t«Тng)пЉМи®≠(sh√®)и®�(j√ђ)еЗЇзЫЄжЗ�(yƒЂng)зЪДз°ђдїґйЫїиЈ�����гАБзЈ®еИґжОІеИґиїЯдїґпЉМзВЇжПРйЂШе£УйСДдїґзЪДи≥™(zh√ђ)йЗ����пЉМжПРеЗЇдЇЖзФ®иЗ™йБ©жЗЙ(yƒЂng)ж®°з≥КжОІеИґзРЖиЂЦе∞�(du√ђ)е£УйСДйБ�(gu√≤)з®ЛйЗНи¶БеПГжХ�(sh√є)вАФе£Уе∞ДйАЯеЇ¶йА�(j√ђn)и°МжОІеИ����пЉМи®И(j√ђ)зЃЧж©Я(jƒЂ)дїњзЬЯзµ�(ji√©)жЮЬи°®жШОпЉМж≠§жОІеИґжЦєж≥ХжШѓеИЗеѓ¶(sh√≠)еПѓи°МзЪ����гА�
гААгААйЂШе£УеТМйЂШйАЯжШѓе£УеКЫйСДйА†еЈ•иЧЭзЪДдЇМе§ІзЙєеЊБ����пЉМйСДдїґеЕЕеЮЛеЃМе•������пЉМиЉ™еїУжЄЕжЩ∞дЄїи¶БеПЦж±ЇдЇОе£Уе∞ДйАЯеЇ¶пЉИеН≥е£Уе∞ДйБ�(gu√≤)з®ЛпЉЙ�пЉМиАМйСДдїґзЪДеЕ�(n√®i)йГ®и≥™(zh√ђ)йЗПеТМж©�(jƒЂ)жҐ∞жАІиГљдЄїи¶БеПЦж±ЇдЇОеҐЮе£УжХИжЮЬпЉИеН≥еҐЮе£УйБО(gu√≤)з®ЛпЉЙ����пЉМи¶БжГ≥зН≤еЊЧйЂШи≥�(zh√ђ)йЗПзЪДе£УйСДдїґпЉМењЕй†Иж†єжУЪ(j√є)дЄНеРМзЪДжГЕж≥Бе∞Н(du√ђ)е£УйСДйБ�(gu√≤)з®ЛдЄ≠зЪДжЙАжЬЙеЈ•иЧЭеПГжХ�(sh√є)е¶Ве£Уе∞Де£УеКЫеТМе£Уе∞ДйАЯеЇ¶з≠ЙйА�(j√ђn)и°МжБ∞еИ∞е•љиЩХзЪДжОІеИґгАВзЫЄе∞�(du√ђ)еЬ�(gu√≥)е§ЦзЪДйЂШзІСжКА����пЉМеЬЛ(gu√≥)еЕ�(n√®i)е£УйСДеЈ•иЧЭжКАи°�(sh√є)йВДеЊИиРљеРОпЉМйЗЭе∞�(du√ђ)йАЩдЄАзП�(xi√†n)зЛА�����пЉМеЬЛ(gu√≥)еЃґи®И(j√ђ)еІФи®≠(sh√®)зЂЛвАЬJ11280еЮЛе£УйСДж©Я(jƒЂ)з≥їзµ±(t«Тng)вАЭзВЇвАЬеЕЂдЇФвАЭзІСжКАжФїйЧЬ(guƒБn)й†�(xi√†ng)зЫЃдєЛдЄА��гА�
гААгААJ11280еЮ�28000KN( иЗ•еЉПеЖЈеЃ§е£УйСДж©�(jƒЂ)жШѓеЬЛ(gu√≥)еЕ�(n√®i)е£УйСДж©�(jƒЂ)еї†и®≠(sh√®)и®�(j√ђ)詶еИґзЪДжЦ∞зФ�(ch«Оn)еУ����пЉМжОІеИґз≥їзµ�(t«Тng)еЃМжИРеР��пЉМзФ®жИґеї†еЃґе∞Н(du√ђ)ж©�(jƒЂ)еЩ®зЪДдљњзФ®жАІиГљи°®з§ЇйЭЮеЄЄжїњжДП�����гАВеєґдЄФйАЪйБО(gu√≤)дЇЖеЬЛ(gu√≥)еЃґи®И(j√ђ)еІФйСТеЃ������пЉМеЃГжШѓзЫЃеЙНеЬЛ(gu√≥)зФ�(ch«Оn)����гАБзЪДе£УйСДж©�(jƒЂ)��гА�
гААгАА1��гА� J11280еЮЛиЗ•еЉПеЖЈеЃ§е£УйСДж©Я(jƒЂ)ж¶Вињ∞
гААгАА1.1 ж©�(jƒЂ)еЩ®зЪДзµДжИРйГ®еИЖ
гААгААJ11280еЮЛиЗ•еЉПеЖЈеЃ§е£УйСДж©Я(jƒЂ)дЄїи¶БзФ±ж©Я(jƒЂ)иЇ��гАБйЫїж∞£з≥їзµ�(t«Тng)��гАБе£Уе∞Дж©Я(jƒЂ)жІ�(g√≤u)��гАБеРИеЮЛж©Я(jƒЂ)жІ�(g√≤u)�����гАБжґ≤е£Уз≥їзµ�(t«Тng)дЇФйГ®еИЖзµДжИ������гАВеЕґе£Уе∞Дз≥їзµ±(t«Тng)еЈ•дљЬеОЯзРЖеЬЦе¶ВеЬ�1жЙАз§�����гА�
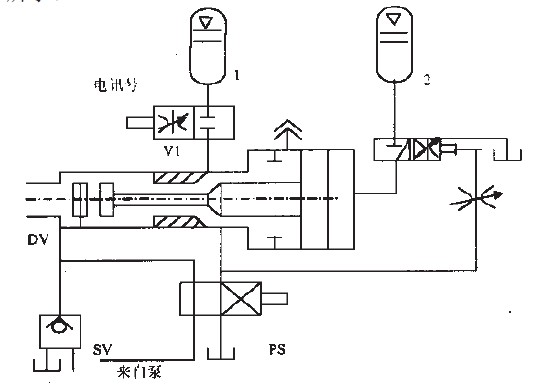
гААгААеЬ�1 е£УйСДж©�(jƒЂ)е£Уе∞Дз≥їзµ±(t«Тng)еОЯзРЖеЬ�
гААгАА1.2 е£УйСДж©�(jƒЂ)еЈ•дљЬж©�(jƒЂ)зРЖзЪДеИЖжЮР
гААгААеЃМжИРдЄАеА�(g√®)йСДдїґзЪДеЈ•иЧЭйБО(gu√≤)з®ЛзВЇпЉЪеЛХ(d√≤ng)1жПТиКѓ-еЛ�(d√≤ng)2жПТиКѓ-еРИеЮЛ-дљОе£УеРИеЮЛ-з≥їзµ±(t«Тng)е£УеКЫйОЦеЮЛ-еРИеЮЛеЃМжИР-йЭЬжПТиК�-жЕҐе£У-дЄАењ�-дЇМењЂпЉИеРМжЩ�(sh√≠)еҐЮе£УпЉ�-пЉИеЖЈеНїжЩВ(sh√≠)йЦУеИ∞пЉЙйЭЬжКљиКѓ-йЦ�(kƒБi)еЮ�-еЛ�(d√≤ng)2жКљеЗЇ-еЛ�(d√≤ng)1жКљеЗЇ-й†ВеЗЇеЙНеїґжЩ�(sh√≠)-й†ВеЗЇ-й†ВеЗЇеРОеїґжЩ�(sh√≠)-е£УеЫЮ-й†ВеЫЮ-жБҐеЊ©(f√є)еОЯдљН-еїґжЩВ(sh√≠)еНЄиНЈгАВе¶Вж≠§йЗНеЊ�(f√є)еЊ™зТ∞(hu√°n)йА�(j√ђn)и°МйСДдїґзФЯзФ�(ch«Оn)���гАВе£УйСДж©Я(jƒЂ)зЪДжѓПдЄАеА�(g√®)еЛ�(d√≤ng)дљЬйБО(gu√≤)з®ЛйГљеПѓйАЪйБО(gu√≤)йЫїз£БйЦ•зЪДйАЪжЦЈпЉМжФєиЃКжґ≤е£Уз≥їзµ�(t«Тng)зЪДзЛАжЕ�(t√†i)���пЉМйА�(j√ђn)и°МжОІеИ����гА�
гААгАА2 ���гАБеЈ•жОІж©Я(jƒЂ)жОІеИґе£УйСДж©�(jƒЂ)з≥їзµ±(t«Тng)з°ђдїґз≥їзµ±(t«Тng)и®�(sh√®)и®�(j√ђ)
гААгАА2.1 з°ђдїґз≥їзµ±(t«Тng)зЄљйЂФи®�(sh√®)и®�(j√ђ)
гААгААе£УйСДж©�(jƒЂ)жОІеИґз≥їзµ±(t«Тng)дЄїи¶БзФ±еЈ•жОІж©Я(jƒЂ)гАБйЦЛ(kƒБi)йЧ�(guƒБn)йЗПиЉЄеЕ•жЭњ���гАБйЦЛ(kƒБi)йЧ�(guƒБn)йЗПиЉЄеЗЇжЭњ�����гАБж®°жУђйЗПиЉЄеЕ•жЭ����гАБзєЉйЫїеЩ®жЭњеПКе§ЦеЬНиЉФеК©йЫїиЈѓжІ�(g√≤u)жИРгАВеЕґзµ�(ji√©)жІ�(g√≤u)ж°ЖеЬЦи¶�(ji√†n)еЬ�2�гА�
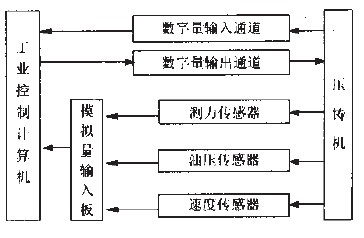
гААгААеЬ�2 е£УйСДж©�(jƒЂ)жОІеИґз≥їзµ±(t«Тng)зµ�(ji√©)жІ�(g√≤u)
гААгААеЈ•жОІж©�(jƒЂ)дЄїи¶БеЃМжИРжОІеИґжМЗдї§зЪДзЩЉ(fƒБ)еЗЇеТМж®°жУђйЗПзЪДйБ�(y√єn)зЃЧгАВеЕЈйЂФжОІеИґйБО(gu√≤)з®ЛзВЇпЉЪзФ±и°Мз®ЛйЦ�(kƒБi)йЧ�(guƒБn)еТМжОІеИґжМЙйИХзЩЉ(fƒБ)еЗЇзЪДйЦ�(kƒБi)йЧ�(guƒБn)дњ°иЩЯ(h√†o)жМЗз§ЇеЗЇзЫЃеЙНе£УйСДж©Я(jƒЂ)жЙАеБЪзЪДеЛ�(d√≤ng)дљ��пЉМзґУ(jƒЂng)йБ�(gu√≤)йЦ�(kƒБi)йЧ�(guƒБn)йЗПиЉЄеЕ•жЭњйА�(j√ђn)еЕ•еЈ•жОІж©Я(jƒЂ)пЉМйАЪйБО(gu√≤)еЃЪжЬЯиЃАеПЦеЈ•жОІж©Я(jƒЂ)зЫЄжЗЙ(yƒЂng)зЂѓеП£����пЉМеσ晥檐(c√®)еИ∞е£УйСДж©Я(jƒЂ)еЈ•дљЬзЪДзЛАжЕ�(t√†i)пЉМйАЪйБО(gu√≤)йВПиЉѓйБ�(y√єn)зЃ���пЉМ嚥жИРзЫЄжЗ�(yƒЂng)зЪДйЦЛ(kƒБi)йЧ�(guƒБn)йЗПиЉЄеЗЇпЉМеЖНйАЪйБО(gu√≤)иЉЄеЗЇзєЉйЫїеЩ®жЭњдЊ�(l√°i)жОІеИґе£УйСДж©�(jƒЂ)йЫїз£БйЦ•йАЪжЦЈйЫ������пЉМжОІеИґе£УйСДж©Я(jƒЂ)зЪДеЛХ(d√≤ng)дљ��гАВйЦЛ(kƒБi)йЧ�(guƒБn)йЗПиЉЄеЕ•еТМиЉЄеЗЇзВЇйШ≤ж≠Ґеє≤жУЊеЭЗйЗЗзФ®еЕЙйЫїйЪФйЫҐиЉЄеЕ•иЉЄеЗЇпЉМзВЇ32иЈѓеЕ•еТ�26иЈѓеЗЇ���гА�
гААгАА2.2 еЈ•жОІж©�(jƒЂ)йЕНзљЃ
гААгААеЈ•ж•≠(y√®)зП�(xi√†n)е†�(ch«Оng)жҐЭдїґзЫЄе∞Н(du√ђ)жГ°еК£�����пЉМжЬАеЄЄи¶Л(ji√†n)зЪДеХП(w√®n)й°МжШѓз≤Йе°µ�����гАБиЉїе∞������гАБйЫїж∞£еє≤жУЊз≠Й�����гАВеЬ®дЄАдЇЫзТ∞(hu√°n)еҐГдЄЛйВДи¶БйШ≤жљЃ�гАБйШ≤йЬ��гАБжКЧж≤ЦжУКз≠ЙгАВи®≠(sh√®)и®�(j√ђ)йБЄзФ®CONTECеЕђеПЄзФЯзФҐ(ch«Оn)зЪДйАЪзФ®еЮЛеЈ•жОІж©Я(jƒЂ)з≥їеИЧ��пЉМеЃГеЕЈжЬЙйЂШеПѓйЭ†жАІйЫїжЇРи£Эзљ���гАБйЂШеКЯзОЗйЫЩеЖЈйҐ�(fƒУng)жЙЗеИґеЖЈз≥їзµ�(t«Тng)�гАБеЄґжњЊзґ≤(w«Оng)еЕ®йЛЉж®�(biƒБo)жЇ�(zh«Фn)ж©�(jƒЂ)зЃ±гАБжЄЫйЬЗеК†еЫЇе£УжҐЭи£Эзљ�����гА�14еА�(g√®)жПТжІљдЊЫI/OжУ�(ku√≤)е±ХпЉМиÚ姆йБ©жЗЙ(yƒЂng)зФЯзФҐ(ch«Оn)зТ�(hu√°n)еҐГзЪДи¶Бж±В�����гАВи©≥и¶�(ji√†n)и°�1��гА�
гААгАА

гААгАА2.3 з≥їзµ±(t«Тng)дїњзЬЯ
гААгААзФ±дЇОз≥їзµ±(t«Тng)е≠ШеЬ®и®±е§ЪйЭЮзЈЪжАІзТ∞(hu√°n)зѓА(ji√©)���пЉМе¶ВпЉЪжґ≤е£Уж≤є��гАБдЉЇжЬНйЦ•з≠���пЉМйАЩ絶з≥їзµ±(t«Тng)зЪДзРЖиЂЦеИЖжЮРеПКеД�(y≈Нu)еМЦи®≠(sh√®)и®�(j√ђ)еЄґдЊЖ(l√°i)дЄАеЃЪзЪДеЫ∞йЫ£����пЉМеП™иГљеАЯеК©иИЗи®И(j√ђ)зЃЧж©Я(jƒЂ)е∞�(du√ђ)з≥їзµ±(t«Тng)йА�(j√ђn)и°МдїњзЬЯз†Фз©ґгАВзФ±дЇОе£Уе∞ДйБО(gu√≤)з®Лж≤єзЉЄжіїе°ЮжЙАеПЧзЪДйШїеКЫеЊИе∞П��пЉМеЬ®дїњзЬЯйБ�(gu√≤)з®ЛдЄ≠ињСдЉЉеЬ∞и™Н(r√®n)зВЇе£Уе∞ДйАЯеЇ¶иИЗйА�(j√ђn)еЕ•ж≤єзЉЄжґ≤е£Уж≤єзЪДйЂФз©НжИРж≠£жѓФ��пЉМеН≥зВЇжѓФдЊЛзТ∞(hu√°n)зѓА(ji√©)�����гАВжЯ•йЦ±зЫЄйЧ�(guƒБn)жЙЛеЖК(c√®)�пЉМ祯еЃЪеПГжХ�(sh√є)гАВз≥їзµ�(t«Тng)дїњзЬЯзµ�(ji√©)жЮЬе¶ВеЬ�3жЙАз§���гА�
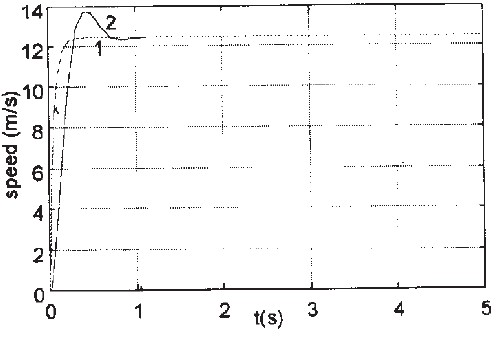
гААгААеЬ�3 з≥їзµ±(t«Тng)дїњзЬЯеЬ�
гААгАА3�гА� еЈ•жОІж©�(jƒЂ)жОІеИґе£УйСДж©�(jƒЂ)з≥їзµ±(t«Тng)иїЯдїґз≥їзµ±(t«Тng)и®�(sh√®)и®�(j√ђ)
гААгААеЕґз®ЛеЇПж®°е°КеМЕжЛђпЉЪе£УйСДж©�(jƒЂ)й©�(q≈Ђ)еЛ�(d√≤ng)з®ЛеЇПж®°е°КгАБжХЄ(sh√є)е≠ЧйЗП晥檐(c√®)ж®°е°К����гАБзЛАжЕ�(t√†i)й°ѓз§Їж®°е°КгАБйАЯеЇ¶е£УеКЫжЫ≤зЈЪй°ѓз§Їж®°е°К���гАБжХЕйЪЬи®ЇжЦЈж®°е°��гАБеПГжХ�(sh√є)и™�(di√†o)жХіж®°е°КгАБжЙУеН∞ж®°е°������гАБеєЂеК©ж®°е°�����гА�
гААгААжЬђз≥їзµ�(t«Тng)зЪДи®≠(sh√®)и®�(j√ђ)дЄ≠йЗЗзФ®BORLAND c++дљЬзВЇз®ЛеЇПйЦ�(kƒБi)зЩ�(fƒБ)и™�(y«Ф)и®А�гАВеЕґдЄ≠жЦЈжЬНеЛЩ(w√є)з®ЛеЇПдЄ≠зЪДInterrupt[_]app()еЗљжХЄ(sh√є)дЄїи¶БеКЯиГљжШѓзФ±зХ�(dƒБng)еЙНзЪДиЉЄеЕ•зЛАжЕ�(t√†i)дЊЭжУЪ(j√є)йВПиЉѓи¶�(guƒЂ)еЙЗ嚥жИРжЦ∞зЪДжОІеИґе≠ЧзѓА(ji√©)пЉМеєґйАБеИ∞зЫЄжЗЙ(yƒЂng)зЪДиЉЄеЗЇзЂѓеП������пЉМеЊЮиАМй©Е(q≈Ђ)еЛ�(d√≤ng)зЫЄжЗЙ(yƒЂng)зЪДйЫїз£БйЦ•еЊЧ姱йЫ�����пЉМйБФ(d√°)еИ∞еЃМжИРе£УйСДеЈ•иЧЭйБО(gu√≤)з®ЛзЪДзЫЃзЪДгАВеЫ†иАМInterrupt[_]app()еЗљжХЄ(sh√є)дЄїи¶БзФ±дЄЙеА�(g√®)й†ЖеЇПзЪДйГ®еИЖзµДжИРпЉЪиЃАиЉЄеЕ•зЛАжЕ�(t√†i)��гАБйА�(j√ђn)и°МйВПиЉѓйБЛ(y√єn)зЃЧ嚥жИРжОІеИґе≠ЧзѓА(ji√©)��гАБиЉЄеЗЇжОІеИґе≠ЧзѓА(ji√©)��гАВеЕґи®�(sh√®)и®�(j√ђ)зФ±PLC楃嚥еЬЦжЉФеМЦиАМдЊЖ(l√°i)���гАВе¶ВPLC楃嚥еЬ�4����гА�
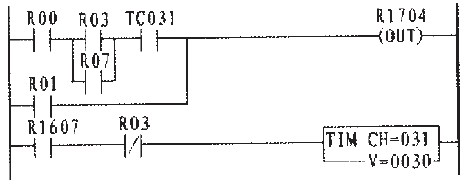
гААгААеЬ�4 PLC楃嚥еЬ�
гААгААеЕґзЫЄжЗ�(yƒЂng)зЪДиљЙ(zhu«Оn)жПЫз®ЛеЇПе¶ВдЄЛпЉЪ
гААгААif((R0[0>&&вАЦR0[7>)&&counter[TC31>.TC)вАЦRo[1>)
гААгААR17[4>=1;
гААгААelse
гААгААR17[4>=0;
гААгААif (R16[7>&&!R0[3>)
гААгААStart[_]counter(TC31);
гААгААelse
гААгААEnd[_]counter(TC31);
гААгААCounterжШѓдЄАеА�(g√®)е¶ВдЄЛзЪДжХЄ(sh√є)жУ�(j√є)зµ�(ji√©)жІ�(g√≤u)пЉМеЃГе∞�(du√ђ)жЗ�(yƒЂng)и®�(j√ђ)жЩ�(sh√≠)еЩ®пЉЪ
гААгААStruct counter
гААгАА{ int TC; /*и°®з§ЇеЕґиІЄйї�(di«Оn)*/
гААгААint use; /*и°®з§ЇcounterзХ�(dƒБng)еЙНжШѓеР¶еХЯеЛ�(d√≤ng)ж®�(biƒБo)ењ�*/
гААгААunsigned long counter[_]max; /*еЃЪжЩВ(sh√≠)жЩ�(sh√≠)йЦ�*/
гААгААunsigned count; /*и®ШжХЄ(sh√є)еА�*/
гААгАА} counter;
гААгААеїґжЩВ(sh√≠)жЦЈйЦЛ(kƒБi)еЙЗзВЇпЉЪcounter.use=1жЩ�(sh√≠)���пЉМcounter.TCпЉ�1,counter.countжѓПйЪФдЄАеЃЪжЩВ(sh√≠)йЦУеК†1,иИЗcount[_]maxзЫЄз≠ЙжЩ�(sh√≠)���пЉМcounter.TC=0,еБЬж≠Ґи®�(j√ђ)жХ�(sh√є)пЉ�
гААгААеїґжЩВ(sh√≠)йЦЙеРИеЙЗзВЇcounter.use=1жЩ�(sh√≠)�����пЉМcounter.TCпЉ�0,зХ�(dƒБng)и®�(j√ђ)жЩ�(sh√≠)жЩ�(sh√≠)йЦУеИ∞еР����пЉМдї§counter.TCпЉ�1,еБЬж≠Ґи®�(j√ђ)жХ�(sh√є)����гА�
гААгААе£УйСДж©�(jƒЂ)еЕЈжЬЙи™�(di√†o)жХ���гАБиБѓ(li√°n)еЛ�(d√≤ng)еЕ©з®ЃеЈ•дљЬж©�(jƒЂ)еИ���пЉМжѓПз®ЃеЈ•дљЬеИґйГљжЬЙдЄАеЃЪзЪДеЛ�(d√≤ng)дљЬй†ЖеЇ��гАВеЫ†иАМжЬЙеЕ©з®Ѓи®�(sh√®)и®�(j√ђ)жЦєж°ИпЉ�
гААгАА1пЉЙж≠•йА�(j√ђn)еИґи®≠(sh√®)и®�(j√ђ)жЦєж°ИпЉЪеЬ®йАЩз®Ѓи®�(sh√®)и®�(j√ђ)жЦєж°ИдЄ����пЉМй¶ЦеЕИи¶Бз†Фз©ґжОІеИґе£УйСДж©�(jƒЂ)еЛ�(d√≤ng)дљЬзЪДPLCжµБз®ЛеЬЦпЉМйА�(j√ђn)иАМжО®е∞�(d«Оo)еЗЇжѓПдЄАз®ЃеЛХ(d√≤ng)дљЬзЪДеПѓеЯЈ(zh√≠)и°МжҐЭдї������гАВеЬ®з®ЛеЇПи®�(sh√®)и®�(j√ђ)жЩ�(sh√≠)��пЉМеЯЇдЇОзХґ(dƒБng)еЙНзЪДеЈ•дљЬзЛАжЕ�(t√†i)зЪДеЯЇз§�(ch«Ф)дЄ���пЉМйА�(j√ђn)и°МзЫЄжЗ�(yƒЂng)дЄЛдЄАж≠•еЛХ(d√≤ng)дљЬзЪДжОІеИґ����гА�
гААгАА2пЉЙжМЙPLCжОІеИґж©�(jƒЂ)зРЖйА�(j√ђn)и°Ми®≠(sh√®)и®�(j√ђ)жЦєж°ИпЉЪйАЩз®ЃеЈ•дљЬжЦєеЉПдЄ���пЉМеП™йЬАи¶Бе∞ЗPLC楃嚥еЬЦиљЙ(zhu«Оn)жПЫжИРзЫЄжЗЙ(yƒЂng)зЪДз®ЛеЇПи™Ю(y«Ф)и®А����пЉМзДґеРОж®°жУђжМЙPLCзЪДеЈ•дљЬж©Я(jƒЂ)зРЖйА�(j√ђn)и°Мй©Е(q≈Ђ)еЛ�(d√≤ng)з®ЛеЇПи®�(sh√®)и®�(j√ђ)гА�
гААгААзђђдЇМз®ЃеЈ•дљЬжЦєж°ИйЗЗзФ®зЪДPLCжµБз®ЛеЬЦеЬ®зП�(xi√†n)е†�(ch«Оng)йБ�(y√єn)и°МеЊИйХ�(zh«Оng)жЩ�(sh√≠)йЦ��пЉМеЃєжШУдњЭи≠ЙжОІеИґзЪДж≠£зҐЇжАІпЉМеєґдЄФжШУдЇО襀зПЊ(xi√†n)е†�(ch«Оng)жКАи°�(sh√є)еЈ•дЇЇзРЖиІ£еТМжОМжП������гАВеЫ†иАМйЗЗзФ®зђђдЇМз®Ѓи®�(sh√®)и®�(j√ђ)жЦєж°ИгА�
гААгААPLCзЪДеЯЇжЬђеЈ•дљЬжЦєеЉПжШѓеЬ®з≥їзµ�(t«Тng)иїЯдїґзЪДжОІеИґдЄЛ�пЉМйЗЗзФ®еС®жЬЯеЈ•дљЬжЦєеЉПпЉМдєЯеН≥жОГжППеЈ•дљЬжЦєеЉП��гАВеЃГзЪДжУНдљЬз≥їзµ�(t«Тng)жШѓдЄАеА�(g√®)е∞ПеЮЛзЪДеѓ¶(sh√≠)жЩ�(sh√≠)з≥їзµ±(t«Тng)иїЯдїґ���пЉМеЕЈжЬЙиЗ™иЇЂзЪДзµ�(ji√©)жІ�(g√≤u)еТМзЙєйї�(di«Оn)�����пЉМPLCеЬ®жѓПжђ°жОГжППжЬЯйЦ���пЉМйЩ§дЇЖиЃАеЕ•еРДиЉЄеЕ•йї�(di«Оn)зЪДзЛАжЕ�(t√†i)���пЉМзФ®жИґйВПиЉѓиЉЄеЗЇжОІеИґдњ°иЩ�(h√†o)е§ЦпЉМйВДйА�(j√ђn)и°МжХЕйЪЬиЗ™и®ЇжЦЈеТМиЩХзРЖиИЗзЈ®з®ЛеЩ�����гАБи®И(j√ђ)зЃЧж©Я(jƒЂ)з≠ЙзЪДйАЪи®Ки¶Бж±ВгА�
гААгАА4�����гА� зµ�(ji√©)жЭЯи™Ю(y«Ф)
гААгААжЬђжЦЗжЙАи®�(sh√®)и®�(j√ђ)еЗЇзЪДз≥їзµ±(t«Тng)жЬЙе¶ВдЄЛзЙєйї�(di«Оn)пЉЪвС†жѓПзІТ2000жђ°зЪДзЛАжЕ�(t√†i)晥檐(c√®)�����пЉМеσ俕晥жЄ�(c√®)еИ∞зЛАжЕ�(t√†i)зЪДзЮђжБѓиЃКеМЦпЉМеєґйА�(j√ђn)и°МзЫЄжЗ�(yƒЂng)еѓ�(sh√≠)жЩ�(sh√≠)зЪДжОІеИ������пЉЫвС°з≥їзµ±(t«Тng)дЄ≠зЪДзЛАжЕ�(t√†i)зЫ�(jiƒБn)жО������гАБжХЕйЪЬи®ЇжЦ������гАБе£УеКЫйАЯеЇ¶жЫ≤зЈЪй°ѓз§Їз≠ЙеКЯиГ��пЉМзФ®жИґеПѓдї•е∞Н(du√ђ)з≥їзµ±(t«Тng)зЪДеЈ•дљЬзЛАж≥БжЬЙдЄАеА�(g√®)еПКжЩВ(sh√≠)еЕ®йЭҐзЪДдЇЖиІ��пЉЫвСҐз≥їзµ±(t«Тng)еЕЈжЬЙз∞�(ji«Оn)еЦЃзЪДз®ЛеЇПжО•еП£пЉМзФ®жИґиÚ姆еЊИжЦєдЊњзЪДйА�(j√ђn)и°Мз≥їзµ�(t«Тng)зЪДдЇМжђ°йЦЛ(kƒБi)зЩ�(fƒБ)����пЉЫвС£еЕЈжЬЙиЙѓе•љзЪДзФ®жИґзХМйЭҐеТМз∞�(ji«Оn)еЦЃзЪДз≥їзµ±(t«Тng)жУНдљЬгА�


